

 Blog
Blog Android
Android iOS
iOS WP OS
WP OS

- Lúc: 12:58

- Quy trình vận hành này quy định trình tự tiến hành các công việc chạy máy, kiểm tra theo dõi hoạt động của thiết bị trong quá trình làm việc, cách thức xử lí một số sự cố thường gặp, một số công tắc an toàn khi chạy máy, bảo dưỡng, sửa chữa.
- Quy trình này được dùng làm tài liệu hướng dẫn, đào tạo vận hành cho công nhân vận hành
- Làm cơ sở cho việc định kỳ kiểm tra bảo dưỡng nhằm tăng tuổi thọ thiết bị.
2. Phạm vi áp dụng
Quy trình này được sử dụng trong công tác vận hành thiết bị tại chỗ và những cá nhân khi làm các công việc có liên quan đến thiết bị này.
3. Chú giải
- Trong quy trình này có sử dụng ký hiệu thiết bị máy theo sơ đồ công nghệ:
Ví dụ: + Máy cán sét 1103- 02.
4. Tài liệu tham khảo
- Tài liệu hướng dẫn vận hành, bảo dưỡng và lắp đặt của hãng cung cấp thiết bị.
- Một số các quy trình, quy định của công ty xi măng khác đã ban hành.
- Trên cơ sở thực tế tìm hiểu những kinh nghiệm trong quá trình hoạt động của thiết bị.
- Flow sheet
- Hợp đồng thương mại cung cấp thiết bị nhà thầu …
5. Nội dung
5.1 Giới thiệu chung
Máy cán có nhiệm vụ cán sét đến kích thước hạt yêu cầu rồi vận chuyển tới kho sét qua hệ thống băng tải.

Máy đập cán sét đến kích thước hạt yêu cầu rồi vận chuyển tới kho sét qua hệ thống băng tải.
5.2 Cấu tạo và nguyên lý hoạt động
5.2.1 Cấu tạo

Vỏ máy cán bên trong có chứa các Rulo gồm: 02 rulo dẫn hướng vật liệu (trục số 4 và 5), 01 rulo đập sơ bộ (trục số 3), 02 rulo cán chính (trục số 1 và 2) và 02 rulo nhỏ có tác dụng làm sạch (trục số 6 và 7). Rulo đập sơ bộ (trục số 3) được truyền động bởi động cơ 160 KW qua hệ thống dây đai.
Các Rulo cán, dẫn hướng, làm sạch được truyền động bởi động cơ 110 KW qua hệ thống dây đai,hộp giảm tốc , bánh răng và xích.
5.2.2 Nguyên lý làm việc
Liệu được dẫn về phía đầu vào của máy cán bởi một cấp liệu tấm và đổ xuống khe giữa hai rulo dẫn hướng và rulo đập sơ bộ. Nhờ sự chuyển động ngược chiều của rulô đập sơ bộ và 2 rulô dẫn hướng liệu được đập sơ bộ. Sau đó liệu được cán bởi 2 rulô cán có răng đan sen nhau. Kết quả là dưới tác động của lực ép giữa 2 rulo, khối vật liệu được cán nát. Vật liệu bám dính ở 2 rulo cán chính được gạt rơi xuống nhờ 2 rulo làm sạch có răng xen kẽ giữa những răng trên rulo cán . Những sản phẩm có kích thước đạt yêu cầu được thu hồi lại và rơi xuống băng tải vận chuyển ở phía dưới máy cán sét.
Lượng liệu cấp vào máy cán có thể điều chỉnh được thông qua sự điều chỉnh tốc độ cấp liệu tấm bằng động cơ biến tần. Khi lượng liệu đưa vào máy cán thấp, tốc độ cấp liệu của hệ thống sẽ tăng lên. Khi lượng liệu đưa vào máy cán cao, tốc độ cấp liệu của hệ thống sẽ giảm đi. Do đó lượng liệu qua máy cán có thể điều chỉnh và sự quá tải sẽ được ngăn chặn.
5.3. Bảng thông số kỹ thuật tham khảo
- Kiểu máy cán : PCF-1412
- Vật liệu cán : Đất sét
- Độ ẩm cho phép :15%
- Kích cỡ bánh răng : 900 x 1380
- Hiệu suất của máy đập : 240 – 260 t/h
- Kích thước nguyên liệu lớn nhất : ≤ 250 mm
- Kích thước nguyên liệu đầu ra 90 % ≤ 50 mm
- Môtơ chính YR 355M – 8 160 kw
- Môtơ phụ trợ Y315L1 – 6 110 kw
5.4 Vận hành
5.4. 1 Vận hành cụm máy cán sét ở chế độ tự động từ trung tâm.
5.4. 1.1 Công việc chuẩn bị trước khi chạy máy
* Kiểm tra toàn bộ máy cán về các chức năng cơ khí
- Kiểm tra các liên kết bulông, ốc vít về độ chặt ....
- Kiểm tra độ căng trùng, độ mòn, độ cong vênh của xích cấp liệu,các ray trượt...
- Kiểm tra các môtơ dẫn động theo hướng dẫn.
- Kiểm tra dây đai truyền động về độ căng, độ mòn .....
- Kiểm tra các cửa thăm, cửa kiểm tra phải được đóng kín.
- Kiểm tra các vật lạ, các sự cản trở, các vấn đề có thể gây mất an toàn.
- Kiểm tra tình trạng các ổ đỡ, puly dẫn động,....
- Kiểm tra hệ thống xích chống văng có bị đứt, mòn hay không.
* Kiểm tra về tình trạng dầu mỡ bôi trơn
Kiểm tra về tình trạng bôi trơn của các ổ đỡ về chủng loại dầu, mỡ bôi trơn. Mức độ dầu mỡ bôi trơn
*Kiểm tra các điều kiện an toàn về con người và thiết bị:
- Kiểm tra hiệu lực của các thiết bị an toàn như các nút dừng khẩn cấp, các đèn báo hiệu trên bàn điều khiển.
- Kiểm tra các vị trí an toàn của thiết bị cần bảo vệ che chắn
- Đảm bảo không còn bất kỳ công việc sửa chữa nào còn đang tiến hành. Xoá tất cả các báo động (Reset)
* Kiểm tra các điều kiện về công nghệ như
- Nguồn liệu cấp phải đầy đủ.
- Trong máy không còn vật liệu(nếu có phải lấy hết vật liệu ra ngoài)
-Trên cấp liệu tấm phải có một lớp liệu mỏng ban đầu (nếu không có phải tiến hành rải một lớp liệu nhỏ vào cấp liệu trước khi cho phép đổ liệu bình thường)
-Khoảng trống đống liệu trong kho vẫn còn.
- Các liên động dằng trước và sau máy cán đã sẵn sàng cho hoạt động
*Kiểm tra các điều kiện về điện
- Kiểm tra các đèn báo trên tủ điều khiển.
- Các công tắc an toàn không bị tác động
- Đặt công tắc lựa chọn phương thức chạy máy về “Automatic”(A)
5.4.1.2 Khi máy đang hoạt động người vận hành tại chỗ cần phải
Sau khi các điều kiên chạy máy đã thoã mãn,cho phép máy chạy/ dừng từ phòng điều khiển trung tâm.Người CNVH cần kiểm tra theo dõi
- Kiểm tra tình trạng bôi trơn của hệ thống cấp liệu.
- Kiểm tra nhiệt độ làm việc của các môtơ, gối đỡ.
- Kiểm tra tình trạng làm việc của xích cấp liệu , hành trình di chuyển trên các ray dẫn hướng.
-Kiểm tra máy cán về độ rung, tiếng kêu khác thường của máy,của các ổ đỡ.
- Kiểm tra các đai truyền động về độ căng.
**Chú ý:
- Nếu phát hiện ra các nguy hiểm cho người hoặc gây hư hại cho thiết bị như: Độ rung của máy quá lớn, có vật lạ nguy hiểm (sắt,thép, đá quá rắn ....) rơi vào máy thì phải dừng khẩn cấp để xử lý.
- Trước khi chạy máy trở lại phải kiểm tra kĩ, điều tra rõ nguyên nhân và khắc phục triệt để, sử lý xong thì xoá hết các báo động.
5.4.1.3. Khi máy dừng hoạt động người vận hành tại chỗ cần phải
- Nêú máy được dừng chủ động từ trung tâm, thời gian máy dừng lâu thì tiến hành các công việc vệ sinh,bảo dưỡng, sửa chữa theo yêu cầu.
- Nêú máy đang chạy mà dừng do sự cố, trục trặc trong dây truyền hoặc dừng máy chủ động trong thời gian ngắn thì tiến hành các công việc khắc phục sự cố, chuẩn bị sẵn sàng chạy máy từ trung tâm.
5.4.2 Vận hành cụm máy cán sét ở chế độ tại chỗ
5.4.2.1 Điều kiện chạy máy
- Công tác chuẩn bị cho khởi động đã hoàn tất.
- Không còn báo động về máy cán, môtơ và các thiết bị…
- Nguồn cung cấp đã sẵn sàng.
- Được sự cho phép chạy tai chỗ của điều khiển trung tâm công đoạn.
5.4.2.2.Trình tự chạy máy/dừng máy:
* Chạy máy cán 1103-02:
- Chạy trục cán chính: Ấn công tắc đặt ở cạnh máy để CHẠY/DỪNG trục cán chính
- Chạy trục đập sơ bộ :Ấn công tắc đặt ở cạnh máy để CHẠY/DỪNG trục đập sơ bộ
* Chạy cấp liệu tấm 1103-01:
- Dùng công tắc tại chỗ khởi động quạt làm mát động cơ cấp liệu.
- Dùng công tắc trên tủ điều khiển khởi động động cơ cấp liệu ở tốc độ thấp.
- Tăng dần cấp liệu đến năng suất mong muốn.
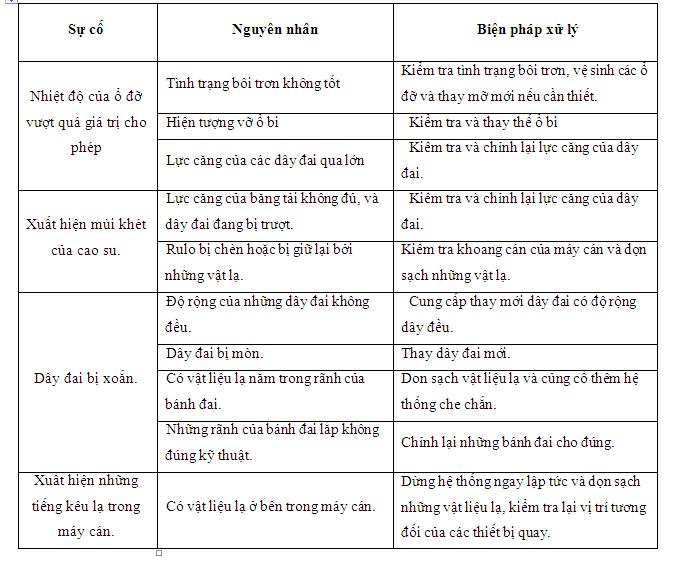
5.5. Một số sự cố và biện pháp khắc phục
Nguồn: (ximang.vn)






0 nhận xét